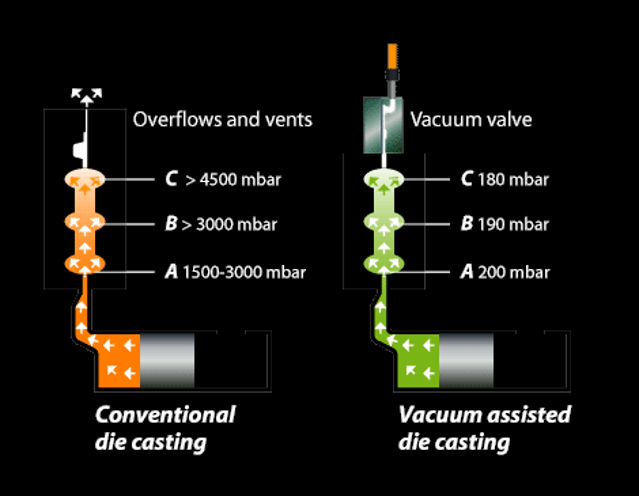
Podczas fazy wypełniania wnęki formy, powietrze i inne gazy nie mogą być w krótkim czasie całkowicie wyparte przez linię podziału. Odpowietrzenia konwencjonalne nie są wystarczająco przepustowe i powodują wzrosty ciśnienia. W zależności od zastosowanych odpowietrzeń oraz prędkości wtrysku, ciśnienie we wnęce formy wzrasta już w pierwszej fazie wtrysku do 3000 mbar. W drugiej fazie, wartości będą dwukrotnie, a nawet trzykrotnie większe.
Dodatkowe odpowietrzenie próżniowe będzie wytwarzało depresję we wnęce. Powietrze i gazy będą ewakuowane z wnęki formy do momentu aż będzie ona całkowicie wypełniona. W ten sposób ciśnienie we wnęce rzadko przekracza 200 mbar
Przy odpowietrzaniu próżniowym, generowana jest depresja we wnęce formy. Proces odlewania może być osiągnięty w najlepszych warunkach i uzyskujemy idealne wypełnienie.
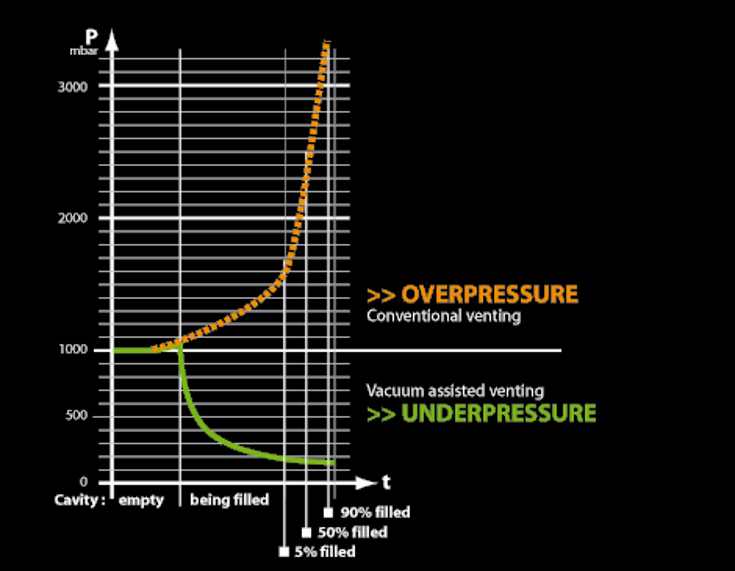
Schemat porównawczy zmian ciśnienia we wnęce formy z systemem konwencjonalnym (przelewy i kanały odpowietrzające) i przy zastosowaniu systemu próżniowego oraz wykres obrazujący te zmiany.
Korzyści technologiczne
- Eliminacjaporowatości
- Wysokagęstośćstrukturalna
- Czyste powierzchnie
- Najlepsze własności techniczne i fizyczne dla odlewów odpowiedzialnych
- Odlewy spawalne imożliwa obróbka cieplna
- Obróbka powierzchniowa możliwabez wad(chromowanie, pokrywanie powłoką teflonową, malowanie, anodowanie)
- Nie ma potrzeby stosowania przelewów i kanałówwentylacyjnych
- Nadaje się doaluminium, magnezu, cynku (ZnAl), mosiądzu i ołowiu
- Nadaje się dospecyficznych procesówodlewania(np. semi-solid,kompozyt metalowy)
Wyższa jakość odlewów dzięki integracji próżni.
 Korzyści ekonomiczne
Korzyści ekonomiczne
- Redukcjabraków odlewniczych i w obróbce poodlewniczej
- Redukcja lub eliminacjaprzelewów
- Zmniejszeniegrubości ścianki (zmniejszenie wagi)
- Poprawastabilności procesu
- Mniejsza siła zwierania (podciśnienie)
- Przewidywana dłuższażywotnośćform
- Redukcjaprędkości wtrysku i ciśnienia
Znacznie zmniejszenie liczby zabrakowanych odlewów oszczędza pracochłonne koszty przetopów oraz wpływa pozytywnie na koszt produkcji.
Wykresy obrazujące wzrost jakości oraz spadek ilości braków odlewniczych w czasie.
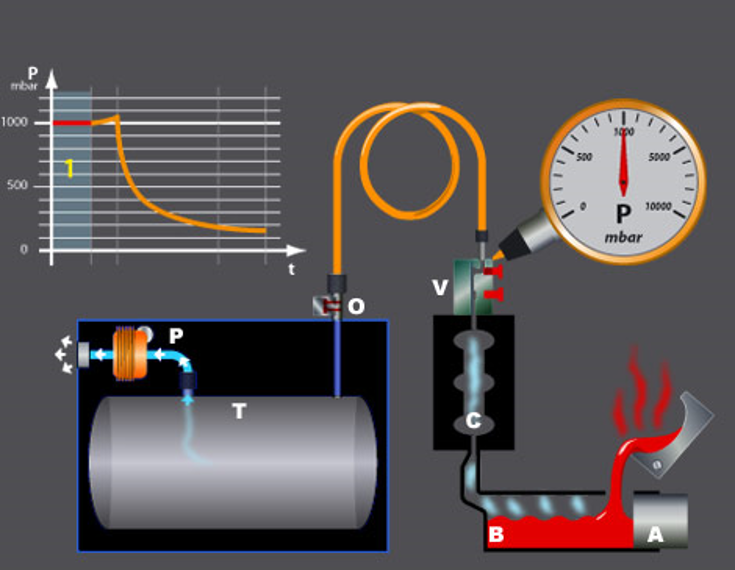
Faza 1
Ciekły metalu jest wlewany komory tłoka wtryskującego (B)
Ciśnienie powietrza wewnątrz wnęki formy (C) jest odpowiednikiem ciśnienia atmosferycznego.
Forma została zamknięta, a tym samym zawór próżniowy (V) jest uzbrojony i gotowy.
jednostka próżniowa jest w trybie oczekiwania.
Generowany jest odpowiedni poziom próżni i utrzymywany na tym stałym poziomie w zbiorniku (T) za pomocą pompy (P).
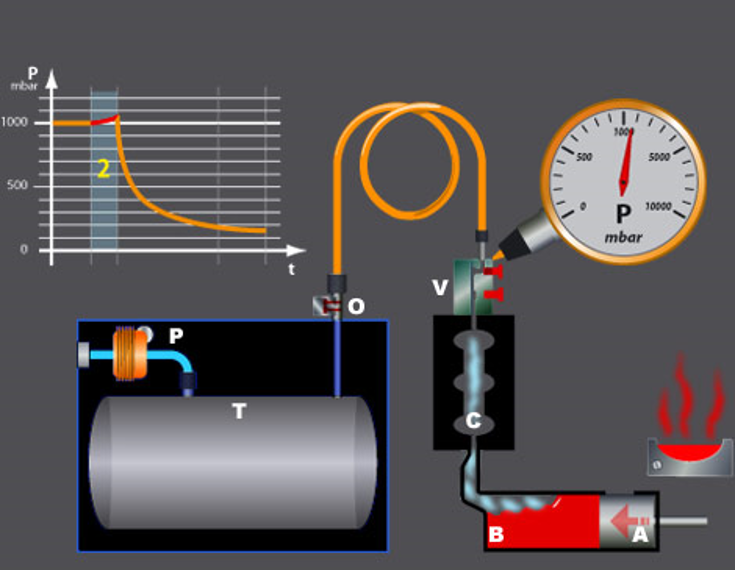
Faza 2
Tłok wtryskowy (A) zaczyna poruszać się do przodu, wysyłany jest sygnał z maszyny odlewniczej do urządzenia próżniowego, który aktywuje rozpoczęcie wytwarzania próżni z opóźnieniem czasowym.
Ciśnienie powietrza we wnęce formy (C) nieznacznie wzrasta.
Zawór próżni (V) jest w trybie oczekiwania, z otwartym tłokiem ewakuacji .
Jednostka próżniowa z opóźnieniem czasowym jest uruchomiona, próżnia zacznie być wytwarzana, jak tylko tłok wtrysku (A) przejdzie przez otwór wlewowy.
Zbiornik (T) jest pusty, a zawór aktywacji próżni (O) jest zamknięty
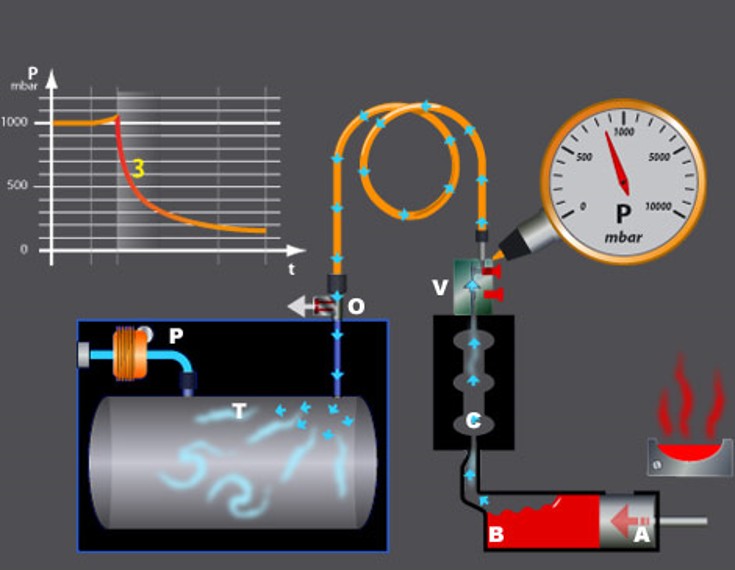
Faza 3
Tłok wtryskowy (A) minął otwór zalewowy, opóźnienie czasowe daje sygnał startu do urządzenia próżniowego. Zawór próżniowy (O) otwiera się.
Niskie ciśnienie wytwarzane w sposób ciągły w zbiorniku próżni (T) zasysa powietrze z węży, wnęki formy (C) i komory wtryskowej (B).
Zawór próżniowy (V) jest nadal w trybie oczekiwania, powietrze i gazy są ewakuowane przez system ewakuacyjny. Jednostka próżniowa mierzy w czasie rzeczywistym, ilość próżni wygenerowanej dynamicznie we wnęce formy.
Tłok wtryskowy (A) porusza się powoli do przodu (1 Faza wtrysku), aż do momentu dojścia do 2 fazy wtrysku (wysoka prędkość).
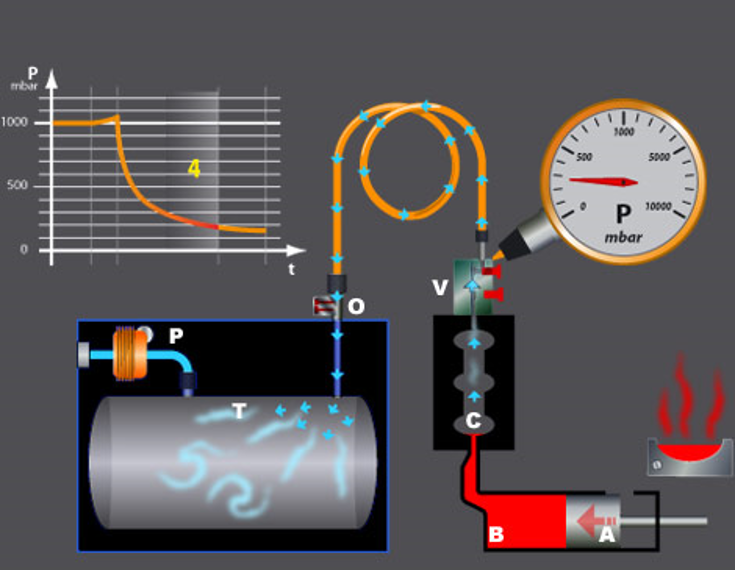
Faza 4
Ciekły jest teraz u wejścia do wnęki formy, maszyna ciśnieniowa wkrótce przejdzie do wysokiej prędkości wtrysku.
Ciśnienie powietrza we wnęce formy (C) zbliża się do maksymalnej wartość próżni.
Zawór próżniowy (V) pozostaje w oczekiwaniu, pozwalając powietrzu i gazom na przepływ, a wytworzony poziom próżni może być monitorowany na wyświetlaczu.
Zawór aktywacji próżni (O) pozostaje włączony.
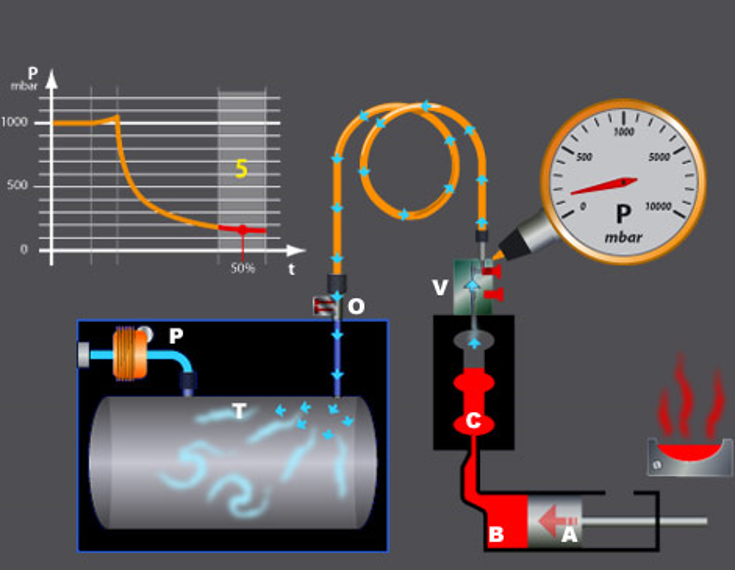
Faza 5
Wzrasta prędkość tłokawtryskowego(A). Osiągnięty jest profil drugiej fazywtrysku.
Ze względu na dużą pojemność ewakuacji zaworu próżniowego (V), ujemne ciśnienie we wnęce formy (C) jest utrzymywane w trakcie całego procesu wypełniania formy. Opór przeciwko wypełnieniu wnęki formy jest zatem minimalny.
Zawór próżni (V) jest w oczekiwaniu, gotowy do uruchomienia przez energię przepływu metalu.
Zawór aktywacji próżni (O) pozostaje włączony.
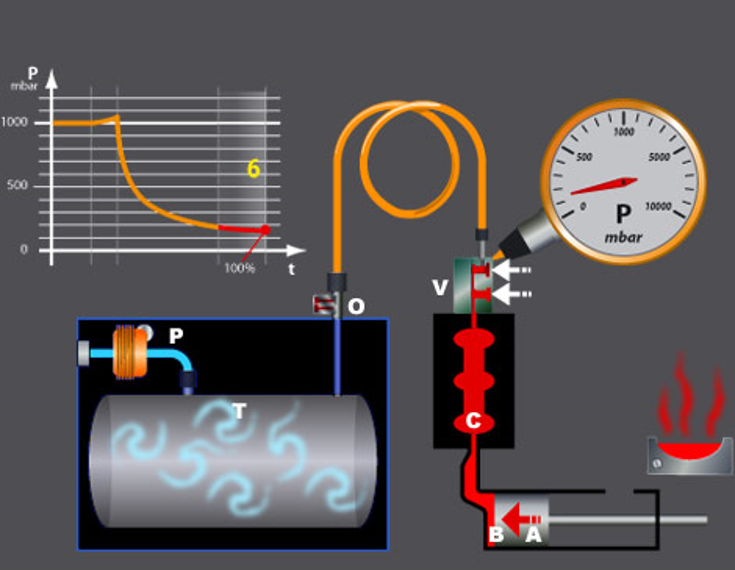
Faza 6
Cała wnęka formy (C) jest wypełniona przez ciekły metal, który dochodzi teraz do zaworu próżni (V). Mechanizm zamykający jest wywołany przez energię kinetyczną ciekłego metalu. Zawór próżni (V) zamyka się w czasie1 milisekundy.
Maszyny odlewnicze mogą teraz stosować ciśnienie doprasowania pozostałego metalu, który prawidłowo wypełnił wnękę formy (C). Postęp metalu jest zatrzymany w zaworze próżni (V).
Ponieważ tłok ewakuacyjny zaworu próżni jest wyłączony, cykl ewakuacji próżni jest zatrzymany.
Pompa próżniowa (P) pracuje obecnie aby skompensować objętości utracone w zbiorniku (T) podczas cyklu ewakuacji gazów.
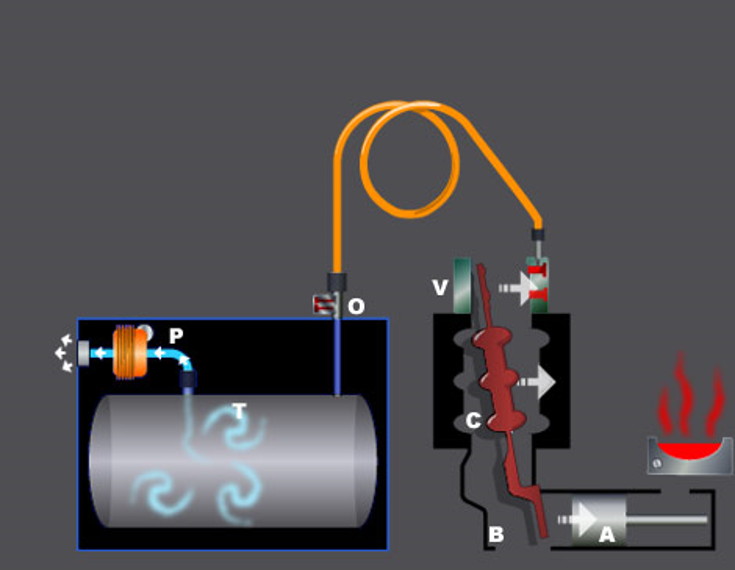
Faza 7
Po czasie potrzebnym na chłodzenie odlewu, forma otwiera się. Sygnał z odlewniczej maszyny ciśnieniowej wysyłany jest do urządzenia próżniowego. Zawór aktywacji próżni (O) zamyka się.
Urządzenie próżniowe przedmuchuje zawór (V) czyszcząc komorę tłoka ewakuacyjnego.
Poziom zanieczyszczenia zaworu (V) i filtra są kontrolowane przez urządzenie próżniowe.
Może być rozpoczęty następny cykl pracy.
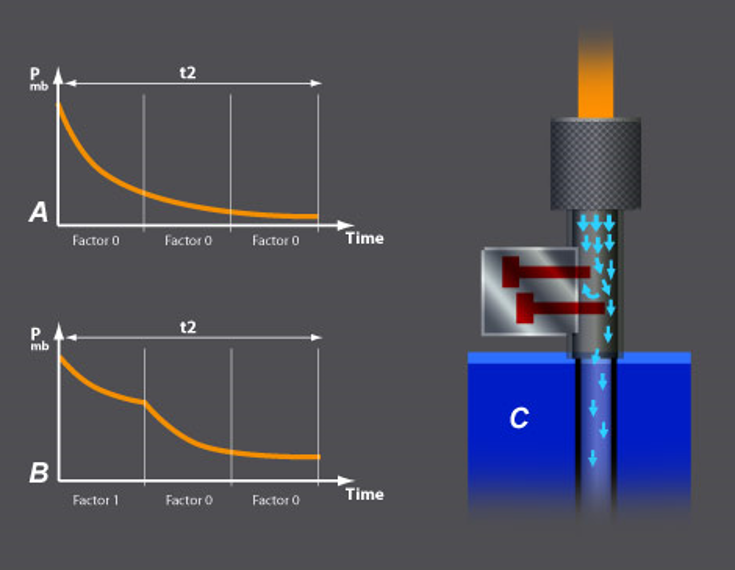
Ilustracja: A. krzywa próżni bez regulacji, B. z regulacją, C. Zawór aktywacji próżni
Regulacji próżni oferuje optymalną ewakuację powietrza i gazów z wnęki formy i komory tłoka wtryskowego.
Zalety:
- Regulacjapróżni dla cech indywidualnego procesu wtryskowego
- Zapobieganie niepożądanymturbulencjom
Systemy odpowietrzania
 System wentylacji z formą metalową (chill block)
System wentylacji z formą metalową (chill block)
Zalety:
- Ewakuacja w czasie fazy wtrysku
- Stosunkowo ekonomiczna metoda
Wady:
- Ograniczona wydajność ewakuacji
- Narastanie ciśnienia po zatrzymaniu frontu metalu
- Trudny proces sterowania
- Utleniony zakrzepnięty profil nie nadaje się do przetopienia
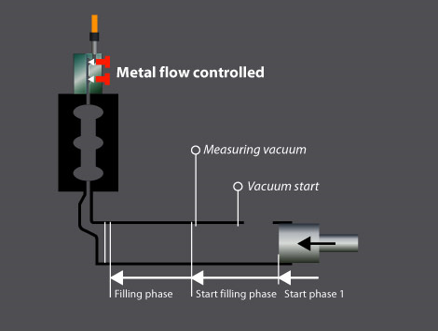 System próżniowy kontrolowany przez przepływ metalu
System próżniowy kontrolowany przez przepływ metalu
Zalety:
- Wysoka wydajność ewakuacji
- Ewakuacja do końca procesu wtrysku
- Dużo możliwości
- Zrównoważona objętość wtrysku
- System mechaniczny (czas zamknięcia: 1 milisekunda)
Wady:
- Okresowe przeglądy
Przykłady zastosowań
Uchwyt turbiny / wspornik / element ustalający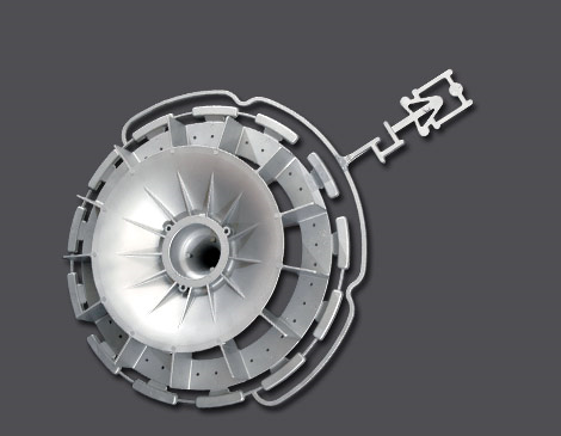
|
Waga: Stop: Wnęki: Typ zaworu: Charakterystyka: |
4,5 Kg aluminium 1 1 x Medio – cienkościenny – złożona geometria – wytrzymały |
Grzejnik

|
Waga: Stop: Wnęki: Typ zaworu: Charakterystyka: |
1,8 Kg aluminium 4 2 x Medio – cienkościenny – złożona geometria – malowanie proszkowe |
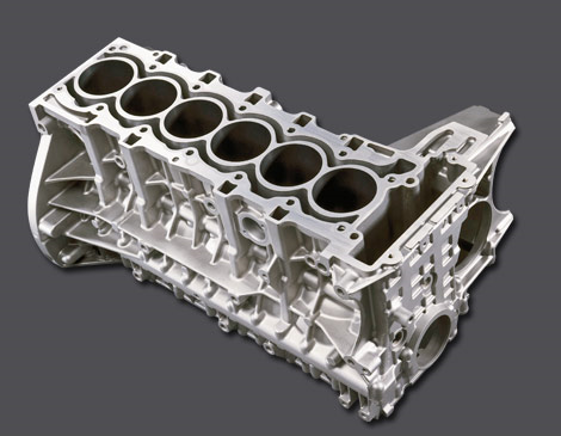
Blok silnika
|
Waga: Stop: Wnęki: Typ zaworu: Charakterystyka: |
26,0 Kg aluminium / magnez 1 2 x Macro – cienkościenny – malowanie proszkowe |
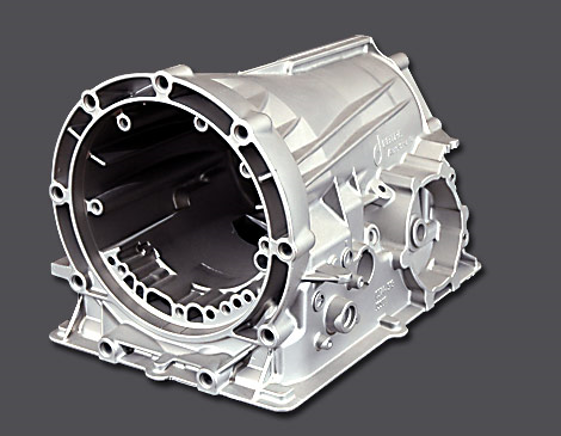
Obudowa skrzyni biegów
|
Waga: Stop: Wnęki: Typ zaworu: Charakterystyka |
9,5 Kg aluminium 1 1 x Macro – cienko / grubościenny – złożona geometria – szczelność pod ciśnieniem |
Pokrywa miski olejowej

|
Waga: Stop: Wnęki: Typ zaworu: Charakterystyka |
0,9 Kg aluminium 1 1 x Medio – szczelność pod ciśnieniem – czysta powierzchnia – chromowanie |
Receiver Casting
|
Waga: Stop: Wnęki: Typ zaworu: Charakterystyka |
2,4 Kg aluminium 1 1 x Medio – szczelność pod ciśnieniem |
Turbo

|
Waga: 0,7 Kg Stop: magnez Wnęki: 1 Typ zaworu: 1 x Medio Charakterystyka: – cienkościenny – wytrzymałość – głębokie żebra |
Partnerzy
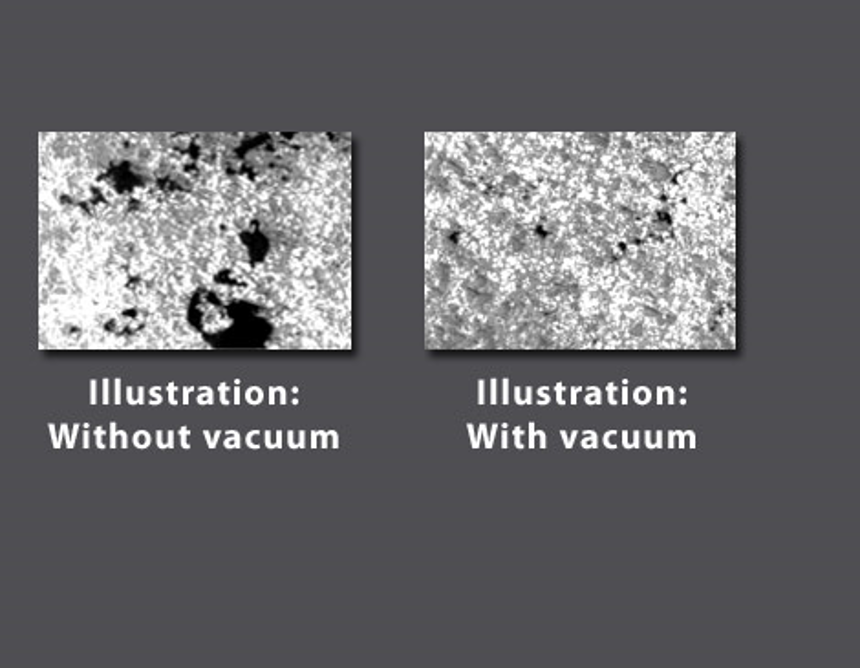
Ohio State University
Badanie porowatości odnoszącej się do złomu, prof T. Altan i prof J. Brevick z Ohio State University, Columbus (USA).
Zdjęcie z lewej bez zastosowania próżni i z prawej przy jej zastosowaniu.
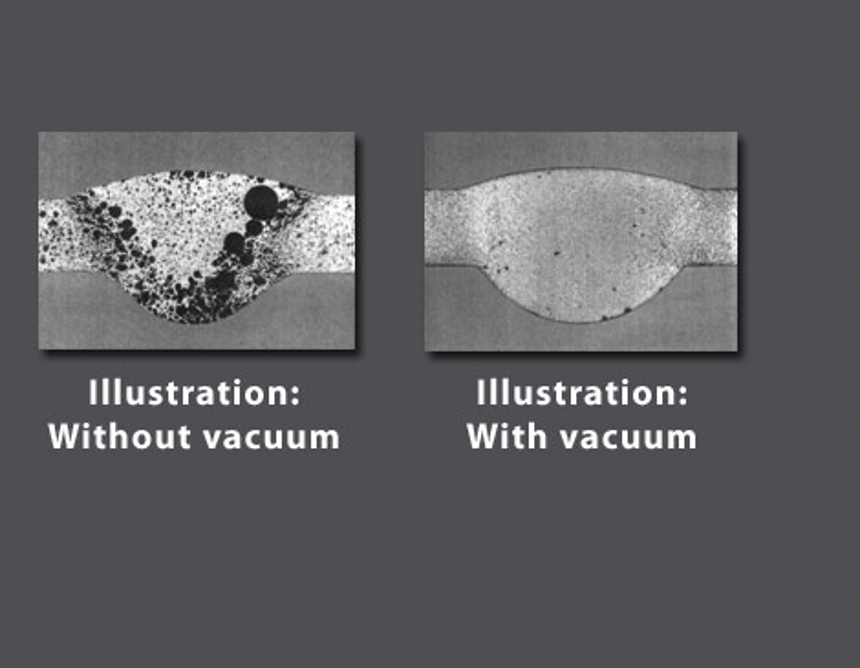
Braunschweig University
Badanie porowatości spoin, dr inż. J. Ruge i dr inż. K. Nörenberg z Uniwersytetu Technicznego w Brunszwiku (Niemcy).
Zdjęcie z lewej bez zastosowania próżni i z prawej przy jej zastosowaniu.
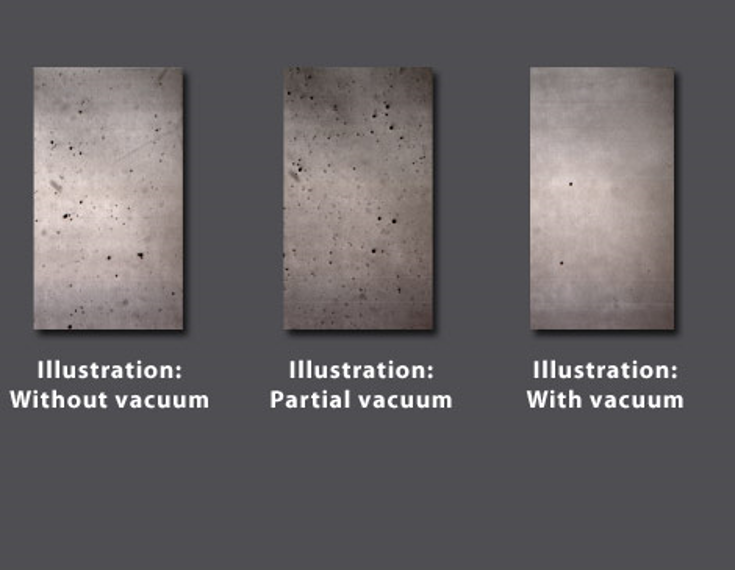
Research Center of Cominco
Badanie porowatości przez Dr. Ing. G.N. Anderson and Dr. Ing. F.N. Coady z Product Research Centre of Cominco Metals, Ontario (Canada). Zdjęcia od lewej kolejno: bez próżni, z częściową próżnią, z próżnią.
Leoben University
Badanie gęstości strukturalnej przez dypl. Ing. G. Schindelbacher, dr inż. Hab. J. Czikel i dypl. Ing. E. Nechtelberger z Austriackiego Instytutu Odlewnictwa w Leoben (Austria).
Referencje
Sytuacja rynkowa w zakresie odlewania ciśnieniowego:
Międzynarodowy udział w rynku w porównaniu do konkurencji: Ok. 80%
Liczba klientów na całym świecie: ponad 1000
Branże klientów:
– Przemysł samochodowy: Ok. 50%
– Przemysł motocyklowy: Ok. 15%
– Elektronika, IT, branża telekomunikacyjna: Ok. 15%
– Przemysł gospodarstwa domowego i sanitarny: Ok. 15%
– Inne: Ok. 5%
Sytuacja na rynku formowania tworzyw sztucznych metodą wtrysku:
Międzynarodowy udział w rynku w porównaniu do konkurencji: Ok. 80%
Liczba klientów na całym świecie: Ok. 80
Branże klientów:
Motoryzacja: Ok. 50%
Elektronika, IT i Telekomunikacja: Ok. 20%
Technologie medyczne: Ok. 20%
Inne: Ok. 10%
Często zadawane pytania (FAQ)
- Jaką próżnię mogę osiągnąć w mojej formie?
To zależy od kilku czynników, oto kilka zależności: Jak szczelna jest forma? Dla większości zastosowań próżniowych, uszczelnienia nie jest wymagane na linii podziału formy, ale powierzchnie uszczelniające formę muszą być poprawnie ustawione w celu umożliwienia prawidłowego kontaktu między powierzchniami, gdy forma jest zamknięta. Dotyczy to również maszyn ciśnieniowych, jeśli płyty maszyny nie są równoległe, są szanse, że forma nie będzie się zamykała z odpowiednim wyrównaniem. Najbardziej oczywistym znakiem nierównych powierzchni formy są przetryski. W zakresie technologii próżniowej, jeżeli przetrysk jest obecny to znaczy, że jest wyciek, który może nie pozwolić na osiągnięcie wystarczającej wartość podciśnienia w celu osiągnięcia wysokiego poziomu jakości.
Wilgotność we wnęce formy jest również dużym problemem: jak czysta (na sucho) jest wnęka przed wtryskiem stopu? Należy pamiętać, że od razu po kontakcie ze źródłem ciepła, wilgoć przekształci się w parę i jej objętość będzie się zwiększać do 200 razy, ta dodatkowa objętość ma być ewakuowana w fazie wtrysku za pomocą próżni. Innymi słowy, procesu spryskiwania i smarowania musi być dobrze kontrolowany.
Stan maszyny ciśnieniowej jest również ważny, przy osiąganiu doskonałych poziomów próżni. Szczelność tłoka w komorze jest niezbędna, jeśli występuje między nimi duża szczelina, powietrze może wywoływać turbulencje w komorze i taka nieszczelność może spowodować problemy z wypełnieniem i zapobiegać osiągnięciu odpowiedniego poziomu jakości.
- Mam już istniejącą formę, czy warto na niej instalować technologię Fondarex ?
W większości przypadków tak, z kilku powodów. Robiąc w ten sposób będziesz mógł skorzystać z naszego doświadczenia w projektowaniu aplikacji próżniowych, jak również w projektowaniu szczeliny wlewowej. Będziesz mógł także doświadczyć innych korzyści wynikających z zastosowania naszej technologii próżniowej, takich jak: obniżenie ciśnienia wtrysku, mniejsza prędkość w szczelinie podczas 2 fazy. Może to pomóc w budowaniu kolejnych form razem z nami, z większą ilością funkcji, które pozwolą Ci na dalsze obniżenie ogólnej ilości braków i zwiększenie uzysku metalu.
- Mam już istniejące formy z kilkoma rdzeniami, można dla nich zastosować Fondarex?
Tak, faktycznie 70% wszystkich klientów Fondarex prace z naszą technologią rozpoczyna posiadając formy z więcej niż dwoma rdzeniami. Oczywiście, jak wysoką próżnię można uzyskać w takiej formie, zapoznaj się z tematem FAQ „Jaką próżnie mogę osiągnąć w mojej formie". Jednym z kluczy do pomyślnego zastosowania próżni w takim przypadku, jest bardzo precyzyjna aplikacja próżni. Aplikacja ta jest wiedzą podstawą Fondarex! Możesz oczekiwać, że małą poprawę wyników lub nawet ich pogorszenie, w sytuacji gdy najlepszy system próżniowy na świecie nie jest dopasowany odpowiednio do aplikacji i procesów. Kiedy Fondarex patrzy na zastosowanie próżni, bierze pod uwagę tak wiele czynników, jak to możliwe. Pozwala nam to dać gwarancje klientowi, że integracja naszej technologii będzie udana w jego zastosowaniu.
- Jak mogę być pewien, że technologia Fondarex rozwiąże moje problemy?
To jest proste, spróbuj nas! Możemy zorganizować wykonanie zastosowania próżni dla istniejącej formy. Dostarczymy również pełną instalację próżniową wraz z naszym technikiem na uzgodniona czasowo próbę. Koszt tego to kwota minimalna na pokrycie podstawowych kosztów oraz podróży i transportu. W przypadku późniejszego zakupu, połowa tej kwoty zostanie odjęta od wystawionej faktury. Daje to możliwość swobodnego sprawdzenia naszej technologii dla istniejących produktów, a tym samym oceny wyników i obliczenia zwrotu z inwestycji w czasie!
- Mam starą maszynę ciśnieniową, mogę na niej zainstalować technologię Fondarex?
Tak, oczywiście, nasza jednostka próżniowa może być zainstalowana na każdej gorąco- lub zimno- komorowej maszynie ciśnieniowej. Urządzenie próżniowe wymaga tylko 2 sygnały z maszyny ciśnieniowej : Tłok wystartował i Forma otwarta. Z taką podstawową komunikacją jednostka próżniowa jest zsynchronizowana z maszyną ciśnieniową. Jeżeli z maszyny ciśnieniowej jest dostępne więcej sygnałów, może być połączonych kilka interfejsów lub protokołów komunikacyjnych z naszym urządzeniem próżniowym.
- Mam stary zawór próżniowy Fondarex, można go użyć na nowej jednostce?
Tak, możemy zagwarantować funkcjonalność starego pokolenia zaworów próżniowych Fondarex z nowymi jednostkami próżniowymi. To samo dotyczy sytuacji, gdy masz starą jednostkę próżniową Fondarex i chcesz zakupić najnowszy zawór próżniowy.
- Mam starą jednostkę próżniową Fondarex, można na niej korzystać z nowych zaworów Supervac?
Tak, możemy zagwarantować funkcjonalność dla starego pokolenia jednostek Fondarex próżni z nowymi zaworami. To samo dotyczy jeśli masz stary zawór próżniowy Fondarex i zakupić najnowsze urządzenia próżniowe.
- Czy mogę regulować poziom próżni na jednostkach Fondarex?
Tak, system tłumienia regulacji próżni jest dostępny. Pozwala to klientowi dostosować ustawienia próżni w celu dostosowania do aplikacji. Na przykład, w formach z wieloma rdzeniami, gwałtownie wytwarzanie próżni w przestrzeni formy może prowadzić do zasysania smaru z tych rdzeni. W kontakcie ze stopem podczas procesu wypełniania, generuje to gazy, a ponadto może powodować wady wyglądu powierzchni. Kilka kwestii można w ten sposób wyeliminować za pomocą systemu regulacji próżni.
- Co sprawia, że technologia Fondarex różni się od innych systemów próżniowych?
Fondarex SA jest pionierem tej technologii, mamy opracowanych i opatentowanych kilka pokoleń jednostek próżniowych i zaworów, od 1946 roku. Nasza technologia opiera się na mechanicznym zamykaniu zaworu przez energię kinetyczną stopu. Dlatego też, możemy zagwarantować, że ewakuacja powietrza i gazów odbywa się w trakcie całego procesu wypełniania, wliczając w to jego drugą fazę. Ponadto, duże możliwości ewakuacji naszych zaworów próżniowych, mogą dostarczyć bardzo silną ewakuację w bardzo krótkim czasie. Dla porównania, średnia wartość kokili odpowietrzające ze stali (chill Block) może osiągnąć 10% pojemności ewakuacji zaworu Fondarex.
Inne systemy dostępne na rynku są zamykane przed drugą fazą wtrysku. Z takimi systemami, zostanie osiągnięta częściowa ewakuacja, dlatego ilość ewakuowanych gazów i powietrza nie mogą być kontrolowana.
Zawory mechaniczne są w stanie osiągnąć prędkość zamknięcia 1 milisekunda. Prędkość ta jest ważna w celu zapewnienia, że zawór jest właściwie zamknięty przed tym jak stop osiąga tłok ewakuacyjny zaworu. Niemniej jednak, prędkość jest niczym bez powtarzalności. Klient musi być w stanie polegać na stałej prędkości zamykania, zawory mechaniczne są specjalnie zaprojektowane w celu zapewnienia wysokiej prędkości zamykania z ich wysoką powtarzalnością.
Inny punkt do rozważenia to fakt, że to ciekły stop zamyka zawór próżni Fondarex, ilość wtrysku jest stała i profil wtrysku może być zmieniony bez wpływu na cykl próżni.
Kontrolowany proces: Wszystkie nasze systemy próżniowe kontrolują kilka kluczowych momentów cyklu próżni. Poziom próżni jest kontrolowany podczas każdego wtrysku wewnątrz zaworu, co daje bardzo dokładne i prawdziwe wartości próżni. Można ustawiać niski limit próżni, aby wskazać operatorowi, że próżnia może być niewystarczająca. Poziom zanieczyszczeń jest również kontrolowany w każdym wtrysku. Pozwala to operatorowi na wskazanie zanieczyszczeń, które są gromadzone w zaworze lub w filtrach. Istnieje również urządzenie wyświetlające komunikat, że poziom zanieczyszczeń został osiągnięty i że zawór powinien być czyszczony.
To tylko kilka cech ze wszystkich zawartych w każdej z naszych jednostek próżniowych. Wszystkie nasze urządzenia mogą być dostępne w języku używanym u klienta. Sprawia to, że jednostki próżniowe Fondarex są niezwykle proste dla użytkowników, na całym świecie!